




HK 465X-1 45° ਕਿਨਾਰੇ ਬੈਂਡਾਈਨ ਮਸ਼ੀਨ

ਤਕਨੀਕੀ ਮਾਪਦੰਡ
| ਐੱਚਕੇ-465ਐਕਸ-1 | |||
| ਕੁੱਲ ਆਯਾਮ |
5226*745*1625 ਮਿਲੀਮੀਟਰ | ਵਰਕਪੀਸ ਗਤੀ |
20-25 ਮੀਟਰ/ਮਿੰਟ |
|
ਕਿਨਾਰੇ ਦੀ ਮੋਟਾਈ ਬੈਂਡ |
0.35-3mm | ਰੇਟ ਕੀਤਾ ਦਬਾਅ | 0.6 ਕਿਲੋਗ੍ਰਾਮ |
| ਓਪਰੇਟਿੰਗ ਵਜ਼ਨ | T | ਮੋਟਰ ਪਾਵਰ ਸੰਚਾਰਿਤ ਕਰੋ | 4 ਕਿਲੋਵਾਟ |
| ਸ਼ੀਟ ਚੌੜਾਈ |
40 ਮਿਲੀਮੀਟਰ | ਕੁੱਲ ਸ਼ਕਤੀ |
12.2 ਕਿਲੋਵਾਟ |
| ਸ਼ੀਟ ਮੋਟਾਈ |
9-60 ਮਿਲੀਮੀਟਰ | ਘੱਟੋ-ਘੱਟ ਪ੍ਰੋਸੈਸਿੰਗ ਲੰਬਾਈ |
150 ਮਿਲੀਮੀਟਰ |
| ਵੋਲਟੇਜ |
380V 50HZ | ਕੰਮ ਦੇ ਰੂਪ |
ਪੂਰਾ-ਆਟੋਮੈਟਿਕ |
ਮਸ਼ੀਨ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ

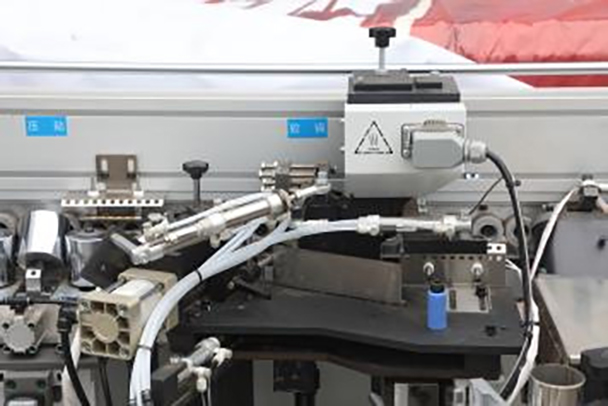
ਇਨਕਲਾਈਨ ਪ੍ਰੀ-ਮਿਲਿੰਗ
ਬੇਵਲ ਐਜ ਮਿਲਿੰਗ ਕਿਸਮ, 45° ਫਿਕਸਡ ਪ੍ਰੀ-ਮਿਲਿੰਗ ਵਿਧੀ, ਕਟਿੰਗ ਬੋਰਡ ਦੇ ਕਿਨਾਰੇ ਨੂੰ ਆਰਾ ਕਰਨਾ ਅਤੇ ਕੁਚਲਣਾ, ਜਿਸ ਨਾਲ ਬੇਵਲ ਐਜ ਸੀਲਿੰਗ ਪ੍ਰਭਾਵ ਬਿਹਤਰ ਹੁੰਦਾ ਹੈ।
ਇਨਕਲਾਈਨ ਗਲੂਇੰਗ
ਬੀਵਲ ਐਜ ਗਲੂ ਕੋਟਿੰਗ ਅਤੇ ਪ੍ਰੈਸਿੰਗ ਵਿਧੀ ਬੀਵਲ ਸਿੱਧੇ ਕਿਨਾਰੇ 'ਤੇ ਗੂੰਦ ਨੂੰ ਬਰਾਬਰ ਲਗਾ ਸਕਦੀ ਹੈ ਅਤੇ ਬੀਵਲ ਐਜ ਸੀਲਿੰਗ ਨੂੰ ਸਹਿਜੇ ਹੀ ਬੰਨ੍ਹ ਸਕਦੀ ਹੈ।

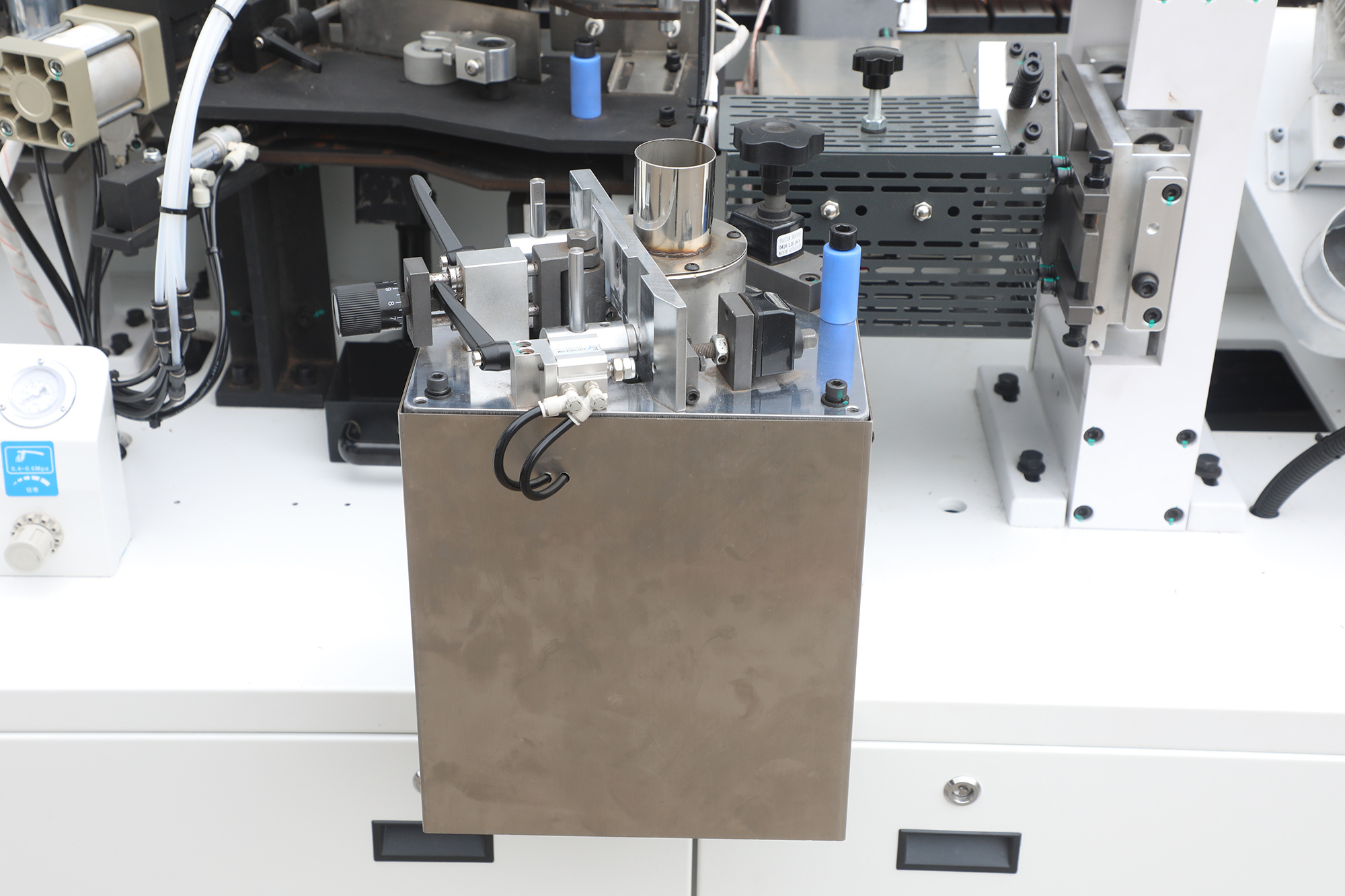
ਇਨਕਲਾਈਨ ਗਲੂਇੰਗ
ਨਿਊਮੈਟਿਕ ਸਵਿੱਚ 'ਤੇ ਗੂੰਦ ਲਗਾਉਣ ਲਈ ਗੂੰਦ ਵਾਲੇ ਘੜੇ ਦੀ ਵਰਤੋਂ ਕਰੋ। ਗੂੰਦ ਬਰਾਬਰ ਲਗਾਈ ਜਾਂਦੀ ਹੈ ਅਤੇ ਗੂੰਦ ਦੀ ਲਾਈਨ ਠੀਕ ਹੁੰਦੀ ਹੈ।
ਕਿਨਾਰੇ ਵਾਲੀ ਟੇਪ ਨਾਲ ਗਰੂਵਿੰਗ
ਕਿਨਾਰੇ ਬੈਂਡਿੰਗ ਵਿੱਚ ਨੌਚਿੰਗ ਗਰੂਵਜ਼, ਟੇਪ ਨੂੰ ਨੌਚਿੰਗ ਅਤੇ ਉੱਕਰੀ ਕਰਨਾ

ਇਨਕਲਾਈਨ ਪ੍ਰੈਸ
ਤਿਰਛਾ ਸਿੱਧਾ ਦਬਾਉਣ ਨਾਲ ਕਿਨਾਰੇ ਦੀ ਬੈਂਡਿੰਗ ਸਟ੍ਰਿਪ ਅਤੇ ਬੋਰਡ ਦੇ ਕਿਨਾਰੇ ਦਾ ਸੰਪੂਰਨ ਸੁਮੇਲ ਯਕੀਨੀ ਬਣਾਇਆ ਜਾ ਸਕਦਾ ਹੈ, ਜਿਸ ਨਾਲ ਬੋਰਡ ਦੀ ਸੁੰਦਰਤਾ ਅਤੇ ਟਿਕਾਊਤਾ ਵਿੱਚ ਸੁਧਾਰ ਹੁੰਦਾ ਹੈ। ਇਹ ਪ੍ਰਕਿਰਿਆ ਆਮ ਤੌਰ 'ਤੇ ਫਰਨੀਚਰ ਨਿਰਮਾਣ, ਸਜਾਵਟੀ ਸਮੱਗਰੀ ਦੀ ਪ੍ਰੋਸੈਸਿੰਗ, ਆਦਿ ਵਿੱਚ ਵਰਤੀ ਜਾਂਦੀ ਹੈ।
ਅੰਤ ਕੱਟਣਾ
ਸੁਤੰਤਰ ਫਲੱਸ਼ਿੰਗ ਫਲੱਸ਼ਿੰਗ ਪ੍ਰਭਾਵ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰਨ ਵਾਲੇ ਆਪਸੀ ਵਾਈਬ੍ਰੇਸ਼ਨਾਂ ਤੋਂ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਢੰਗ ਨਾਲ ਬਚਣ ਲਈ ਇੱਕ ਵੱਖਰਾ ਸਪੋਰਟ ਬੇਸ ਅਤੇ ਗਾਈਡ ਰੇਲ ਅਪਣਾਉਂਦੀ ਹੈ। ਅੱਗੇ ਅਤੇ ਪਿੱਛੇ ਫਲੱਸ਼ਿੰਗ ਬਫਰ ਡਿਵਾਈਸਾਂ ਨਾਲ ਲੈਸ ਹਨ ਤਾਂ ਜੋ ਪ੍ਰਭਾਵ ਕਾਰਨ ਹੋਣ ਵਾਲੇ ਵਾਈਬ੍ਰੇਸ਼ਨ ਦੇ ਪ੍ਰਭਾਵ ਤੋਂ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਢੰਗ ਨਾਲ ਬਚਿਆ ਜਾ ਸਕੇ।
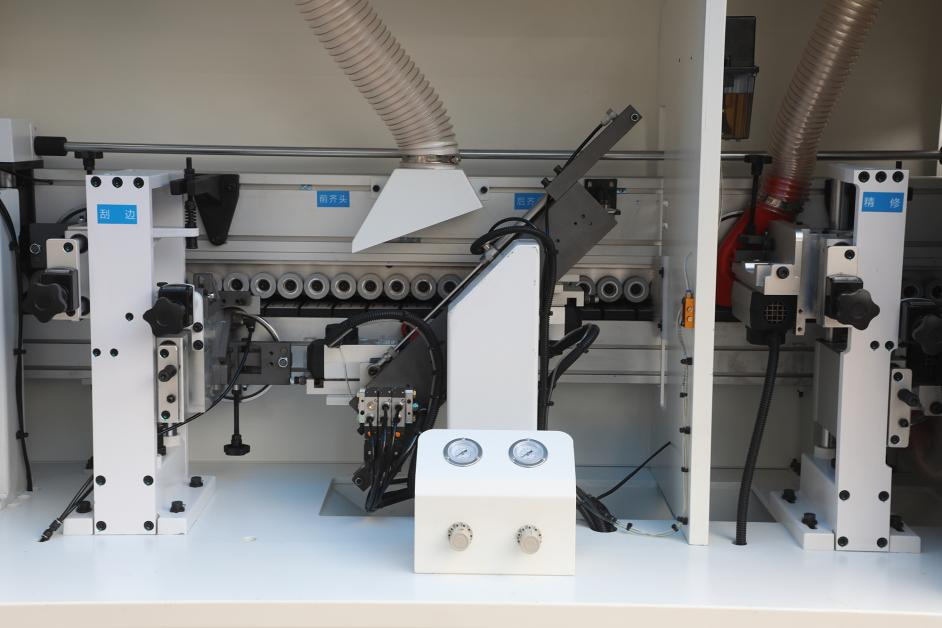

ਸਕ੍ਰੈਪਿੰਗ
ਕਿਨਾਰੇ ਦੀ ਬੈਂਡਿੰਗ ਦੀ ਮੋਟਾਈ 'ਤੇ ਨਿਰਭਰ ਕਰਦੇ ਹੋਏ, ਕਿਨਾਰੇ ਦੇ ਸਕ੍ਰੈਪਰ ਨੂੰ ਸਕ੍ਰੈਪਿੰਗ ਲਈ ਲਚਕਦਾਰ ਢੰਗ ਨਾਲ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ। ਕਿਨਾਰੇ ਦੀ ਬੈਂਡਿੰਗ ਚਾਪ ਨੂੰ ਨਿਰਵਿਘਨ ਬਣਾਉਣ ਲਈ ਸਕ੍ਰੈਪਿੰਗ ਨੂੰ ਸੁਤੰਤਰ ਰੂਪ ਵਿੱਚ ਬਦਲਿਆ ਜਾ ਸਕਦਾ ਹੈ।
ਪਾਲਿਸ਼ ਕਰਨਾ
ਪ੍ਰੋਸੈਸਡ ਪਲੇਟ ਨੂੰ ਦੋ ਪਾਲਿਸ਼ਿੰਗ ਪਹੀਏ ਤੇਜ਼ ਰਫ਼ਤਾਰ ਨਾਲ ਘੁੰਮਾਉਂਦੇ ਹੋਏ ਸਾਫ਼ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਜਿਸ ਨਾਲ ਕਿਨਾਰੇ-ਸੀਲ ਕੀਤੇ ਹਿੱਸੇ ਨੂੰ ਨਿਰਵਿਘਨ ਅਤੇ ਹੋਰ ਸੁੰਦਰ ਬਣਾਇਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਪਾਲਿਸ਼ਿੰਗ ਪਹੀਏ ਬਰਾਬਰ ਪਹਿਨਣ ਦਿੰਦੇ ਹਨ।





